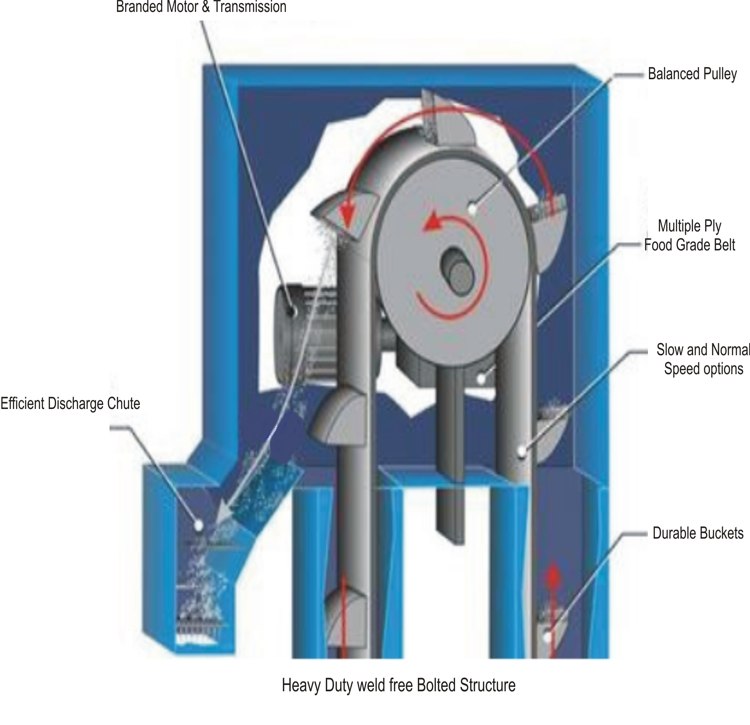
Our Bucket Elevator systems offer an effective method of transportation of a wide range of products from powders through to edible and non-edible grains, seeds, rice, paddy, millets etc. utilizing Toughtec’s reliable and proven design and build quality. Our bucket elevators are an industry-leading solution for the elevation of bulk materials where the product needs to be handled gently.
Every Toughtec Vertical Conveyor Elevator is designed carefully keeping the purpose, material, its handling parameters and capacity in mind. There are many different types of materials that these elevators are capable of handling. Used across a wide variety of industries including chemicals, Cement and Silica, Food, Pharmaceutical and Construction Industry.
From 4 inch to 16 inch buckets and from 3 meters to 25 meters in height , we have the solution to feed various capacities and needs. Buckets are available in Poly, MS, GI and various grades of SS to feed various machines, tanks and Silos.
Motors come in 110V/220V single and 3 PH variants, offering versatility for diverse industrial needs.

Depending upon the nature of raw material, Silo requirements and input specifications, we design an integrated system in combination with Bucket elevators like the chain conveyors systems, discharge hoppers and chutes, magnetic gates, maintenance platforms etc. accordingly.
We provide integrated Motorized or Pneumatic gates on chain conveyors as well as on silo discharge chutes with magnets for easy management of Silos and the production processes. Platforms are designed and built on Elevators for maintenance activity as per the drawings specifications.
Backed by decade of experience, proven craftsmanship, service support & testimonies, rest assured, toughtec is committed to provide flawless machines keeping years of trouble free service with routine maintenance.
Bucket Elevators feed various processing machines like Pre Cleaners, De Stoners, Polishers, Hullers, Paddy separators, Fine Cleaners, Sortex, Size Graders etc. in all grain processing mills like Rice, Flour, Seeds, Coffee and Pulses.
All these elevators have various capacities and heights. We can design the entire system for you or fabricate as per your specifications. Whether its long haul mining industry or tiny processing units, we have integrated solutions for most of SMSE and MSME enterprises for bulk material handling requirements.
From raw material receiving point to final product packing line to loading bay, we are capable of providing complete solutions as per your specifications and needs.


Usually, Bucket Elevators are used in combination with other material handling machines like Belt conveyors, Packing line bins, Screw conveyors, Drag Chain Conveyors, Hullers, Sortex etc. etc.
At times, special care is required to prevent breakage or damage to products like Rice, Berries, Soft Grains, Nuts etc. on packing lines where slow speed / RPM elevators are required. Specially designed food grade buckets are used for this application which can lift the product slowly without spilling and discharging it into the differently designed discharge chute.
We specialize in designing these slow-speed Bucket Elevators as per the product and capacity required. Trust Touchtec to design machines to handle your sensitive products with care.
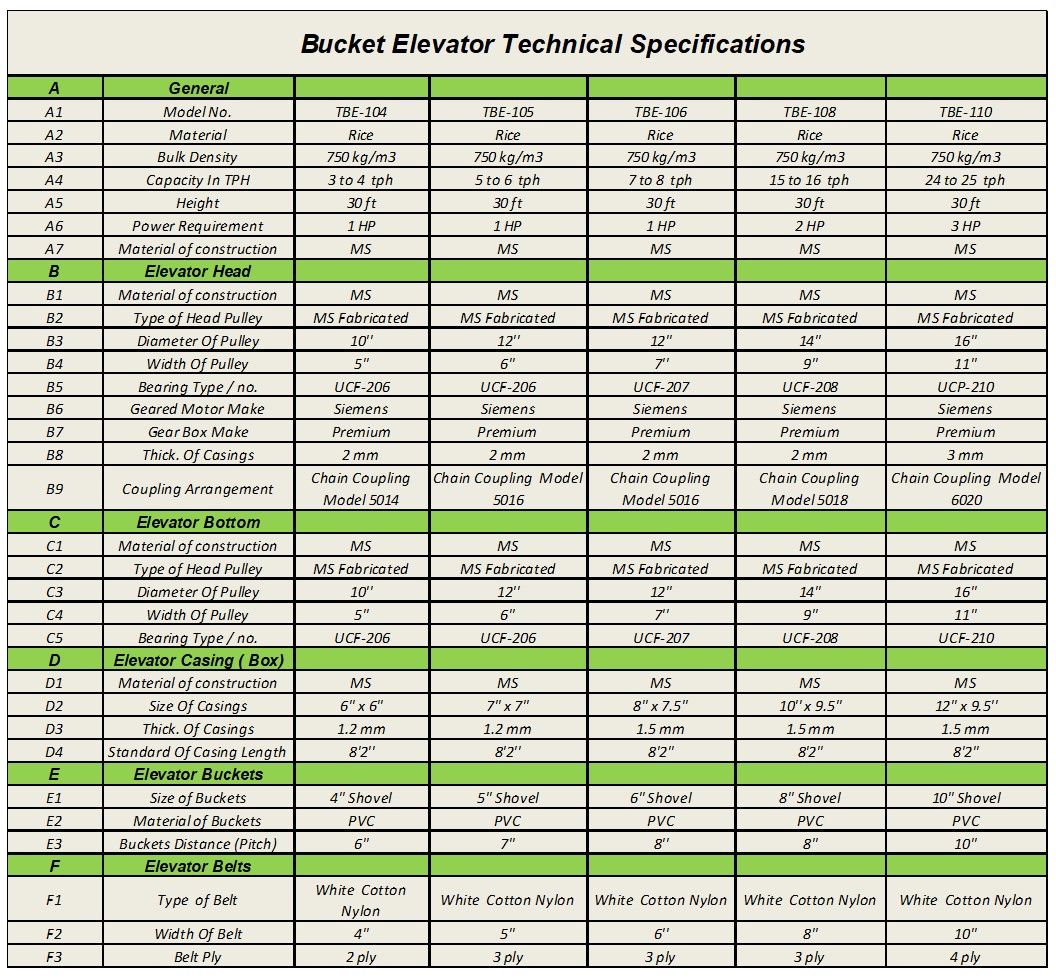
Given below are Capacity Indicators, followed by technical specifications of our Vertical Conveyors taking rice and paddy as sample commodities.
This is to give some idea of the capacities, materials and type of elevator you may require to feed your process. Since each machine is customized, please treat the following figures as indicative only.
Bucket Elevators Capacity Indicator
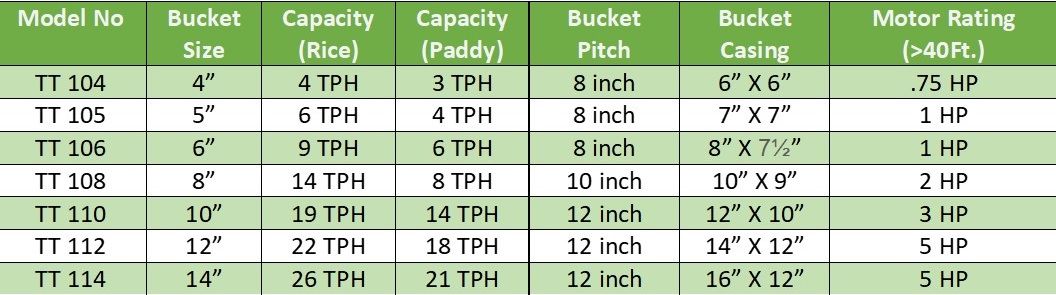
We fabricate Bucket Elevators of up to 20 inch bucket size
in Carbon Steel, Stainless Steel and Galvanized Steel.
Benefit from our dedication to durability and gentle material handling, offering versatile options including HDPE, MS, SS, and GI buckets to suit your requirements. Our design features such as easy-clean boots, conveniently located inspection doors, and split bonnet/headcover ensure hassle-free maintenance and reliable performance tailored to your needs.
Our bucket elevators are highly customizable to meet specific industrial requirements. From adjusting heights and bucket sizes to incorporating specialized features, we tailor our elevators to optimize performance and efficiency for diverse applications and industries.
We ensure top-notch quality in every aspect of our bucket elevators’ manufacturing process. From stringent quality control measures to the use of premium materials and components, our elevators are crafted to deliver unparalleled durability, reliability, and performance.
Our bucket elevators are manufactured to meet rigorous quality standards and hold certifications such as ISO 9001, ensuring adherence to internationally recognized quality management systems. These certifications attest to our commitment to excellence and customer satisfaction in every elevator we produce.
WhatsApp us